What caused the CNC plasma cutting machine ARC breaking?
How to solve the CNC plasma cutting machine ARC breaking?
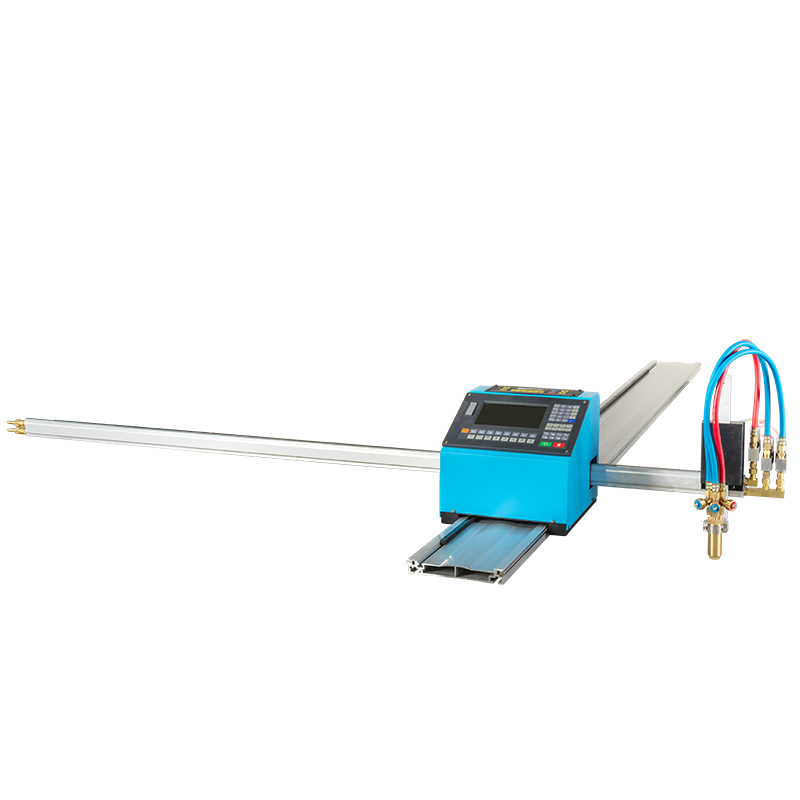
Plasma cutting is to use the heat of high-temperature plasma arc to locally melt the metal at the workpiece notch, and eliminate the molten metal with the help of the momentum of high-speed plasma to achieve the purpose of cutting. In other words, as long as the plasma arc, it means that the plasma power supply can work. However, the arc breaks suddenly when it runs well in the daily cutting process.

In fact, this situation has little to do with the CNC cutting machine itself, so we don’t have to worry and complain blindly when we encounter this problem.
Generally, there are four situations:
1. Insufficient air pressure or low air flow. In the cutting process, the flow of the air compressor should be ensured, and some customers often ignore this detail; At this time, you only need to adjust the air pressure and replace the large air pipe or air compressor;
2. The perforation time is too long. Setting the perforation time too long is also one of the reasons for arc breaking. Adjust the perforation delay accordingly. In fact, it is not necessary to set the perforation delay in many cases.
3. The cutting nozzle is too high from the steel plate; A major factor of arc starting of NC plasma cutting machine is the height of the cutting nozzle from the plate. In a few cases, the arc may have started, but it is actually reluctant, so it may cause sudden arc breaking in the process of re cutting;
4. The arc voltage regulator fails. The function of arc voltage regulator is to adjust the height of plate and cutting nozzle to maintain a stable equilibrium value; The cutting machine has little problem in cutting flat plates, but it is easy to go wrong if there is a problem with the arc voltage of uneven plates. At this time, check it first and measure the arc voltage line (generally dc60-200v) with the multimeter DC500v gear.